Le choix de l'outillage, son entretien et son bon usage sont des éléments importants dans la précision des pièces, dans la gestion de la plieuse et également pour l'opérateur.
Le choix des outils pour une presse plieuse
« Il y a une réflexion à avoir sur le profil des outils et sur leur hauteur.
 Avec deux ou trois profils d'outils, comme par exemple, un poinçon droit, un poinçon « pied-de-biche » et un outil « grand dégagement », l'industriel peut plier une grande majorité des pièces. Un outil est défini par son profil (droit, pied-de-biche, grand dégagement), son angle, son rayon et sa hauteur. Si ces 4 paramètres là sont optimisés, la production est possible dans 80% des cas avec seulement 3 outils !» explique en introduction Jean-Luc Topenot – Colly Bombled.
Avec deux ou trois profils d'outils, comme par exemple, un poinçon droit, un poinçon « pied-de-biche » et un outil « grand dégagement », l'industriel peut plier une grande majorité des pièces. Un outil est défini par son profil (droit, pied-de-biche, grand dégagement), son angle, son rayon et sa hauteur. Si ces 4 paramètres là sont optimisés, la production est possible dans 80% des cas avec seulement 3 outils !» explique en introduction Jean-Luc Topenot – Colly Bombled.De son côté, François DEBACKER – LVD conseille que, « ce qui est important au niveau des outils, est avoir une bonne hauteur sur la matrice et sur le poinçon. Cela réduit nombre de problématique, notamment pour le pliage des pièces avec des plis de retour importants. »
Et dans le même esprit, Jean-Luc Topenot – Colly Bombled ajoute que « malgré un prix d'acquisition plus important, les outils de grande hauteur (à partir de 200 mm) permettent de produire des pièces avec des plis plus importants et des retours. La gestion de l'outillage s'en trouve aussi simplifiée. »
Gerrit Gerritsen – Bystronic partage cet avis « en conseillant de choisir les outils les plus hauts possible. »
Romain Dumontel – ATDT explique qu'il est aussi possible de jouer avec les portes outils : « Lorsque les outils sont montés sur des portes outils, des poinçons plus petits et donc moins lourd peuvent être utilisés tout en pouvant réaliser des boîtes avec des bords plus haut. »
 Le choix se porte en règle générale sur le plus polyvalent possible. Ainsi, la plupart des ateliers tôlerie choisissent des matrices et des poinçons à 30°. Ils offrent l'avantage de pouvoir « tout plier », de petits trous simples à 90° comme des plis d'angle. Ce choix a tout de même des inconvénients : par exemple des trous ronds qui vont être déformés par le pliage, car trop près d'un pli. Avec une matrice à 30°, le trou sera complètement déformé, alors qu'avec une matrice à 88° par exemple, le trou va être légèrement ramené par la matrice, et reviendra à plat ou tout du moins la déformation sera très faible. Il existe également des matrices anti-déformations avec des rouleaux qui accompagnent du début à la fin. C'est une solution intéressante, qui a aussi l'avantage d'éviter de laisser des marques de pliage. Le choix de ce type d'outillage dépend de l'usage et des tolérances qui sont nécessaires sur les pièces produites.
Le choix se porte en règle générale sur le plus polyvalent possible. Ainsi, la plupart des ateliers tôlerie choisissent des matrices et des poinçons à 30°. Ils offrent l'avantage de pouvoir « tout plier », de petits trous simples à 90° comme des plis d'angle. Ce choix a tout de même des inconvénients : par exemple des trous ronds qui vont être déformés par le pliage, car trop près d'un pli. Avec une matrice à 30°, le trou sera complètement déformé, alors qu'avec une matrice à 88° par exemple, le trou va être légèrement ramené par la matrice, et reviendra à plat ou tout du moins la déformation sera très faible. Il existe également des matrices anti-déformations avec des rouleaux qui accompagnent du début à la fin. C'est une solution intéressante, qui a aussi l'avantage d'éviter de laisser des marques de pliage. Le choix de ce type d'outillage dépend de l'usage et des tolérances qui sont nécessaires sur les pièces produites.Luc Topenot – Colly Bombled ajoute que « la manutention des gros outils est également une problématique à prendre en compte, tant du point de vue de la santé de l'opérateur (TMS - trouble musculosquelettique) que du risque de productivité ou de dégradation des outils. »

copyright Bystronic Dans cet objectif notamment, Gerrit Gerritsen – Bystronic, conseille « de choisir des outils fractionnés les moins longs possibles et d'un poids de maximum 10 kg. Les outils fractionnés apportent en plus une grande flexibilité, par la possibilité de faire plusieurs stations par exemple. Un système de rangement bien organisé et propre est également très important. »
La question des outils particuliers doit également être posée en fonction des pièces produites. A titre d'exemple, les outils de soyage peuvent être intéressants. Les fabricants d'outils proposent différents principes. L'outil peut être, par exemple, composé de différents calques et ainsi permettre de réaliser avec un seul outil différents soyages. Les outils bien conçus travaillent dans toutes les configurations dans l'axe, ce qui est un élément essentiel. En effet, lorsqu'un outil ne plie pas dans l'axe, l'outil se déforme et risque d’endommager la presse plieuse.
Enfin, la qualité de l'outil est fondamentale, et en particulier sa dureté. Un outil de bonne qualité ne se déformera pas dans le temps. Et Patrick Cots – Wilson Tool précise : « le traitement Nitrex sur les matrices permet d'obtenir une dureté de 65 Hrc sur une pénétration de 5/10 dixième. Il favorise le glissement du métal, et réduit les microsoudures entraînant l’encrassement des matrices. »
Les outils spéciaux et sur-mesure
L'utilisation d'outils spéciaux, c'est-à-dire d'outils créés sur mesure, permet de répondre à 3 problématiques différentes :
- réaliser le pliage d'une pièce ayant un design incluant un ou plusieurs plis ne pouvant pas être réalisés avec des outils standard du fait de leur forme,
- optimiser le pliage de pièces différentes mais ayant des plis similaires,
- améliorer la productivité pliage sur une pièce en réalisant plusieurs plis sans avoir à réaliser une dépose intermédiaire de la pièce.
Pierrick Grand - Extratole partage son expérience de sous-traitant tôlerie. « Nous pouvons être amenés à optimiser le process par la création d'un outil spécial qui réalise 2/3 plis dans la même opération, et/ou des montages qui font que l’on réalise plusieurs pièces en même temps.»
Et Gaëtan Benoit - AIMM donne un exemple : « nous avons eu à faire des outils inversés afin d'éviter de plier dans un sens non ergonomique pour l'opérateur plieur. Le pli était au milieu de la pièce et descendait vers le bas. Nous avons inversé le poinçon et la matrice : le poinçon sur le tablier inférieur, et la matrice sur le tablier supérieur. Le pliage de la pièce était alors inversé et, sur une référence, cette solution nous a permis de pouvoir produire sur une machine équipée d'un accompagnateur de tôle. Ainsi, la pièce était pliée avec un seul opérateur, au lieu de deux, et c'était beaucoup plus ergonomique ! »
- réaliser le pliage d'une pièce ayant un design incluant un ou plusieurs plis ne pouvant pas être réalisés avec des outils standard du fait de leur forme,
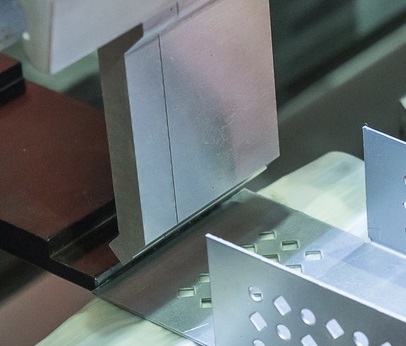
Les outils sans marque
Le pliage sans marque permet de répondre aux exigences des pièces d'aspect, comme les pièces brossées, les pièces déjà peintes, etc. A cet usage, certaines matrices sont conçues avec des inserts en nylon, une bande en élastomère, etc. La bande de protection se déforme et suit la matière. Ainsi, le pliage ne marque pas et évite de refaire une finition après pliage (brossage, peinture, etc.). Après quelques années, la protection élastomère, nylon ou autre va s'user plus vite que l'acier de l'outil. Une vigilance sur la régularité est nécessaire pour être dans les tolérances de l'outil.
Pierrick Grand – Extratole explique : « nous avons un certain nombre de pièces sur lesquelles le client souhaite aucune marque de pliage. Pour répondre à cette exigence, nous utilisons du vinyle entre la matrice et la pièce pour éviter de marquer la pièce. »
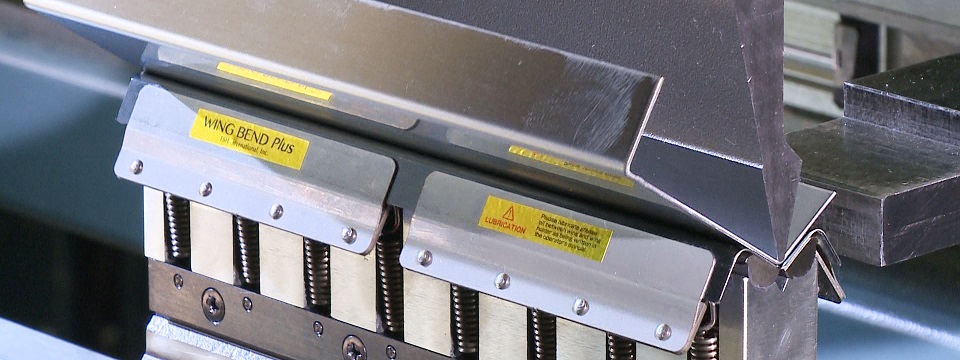
Outil à rouleau permettant d'éviter les marques - copyright société P&G Outillage Pour réduire (voir éliminer complètement) ces marques, il y a plusieurs possibilités qu'évoquent Jean-Sébastien Sitter – PG Outillage :
- « Soit partir sur le principe de matières intercalaires. C'est à dire d'utiliser de la feuille de pliage. C'est la manière la plus simple pouvant réduire ces marques de contact.
- La deuxième, c'est d'utiliser des outils à rouleau. C'est la matrice qui accompagne la tôle par des rouleaux au moment du pliage. C'est comme un accompagnateur dans l'outillage. Le fait d'avoir une surface de contact au lieu d'un point de contact limite le frottement puisque les forces de pression sont réparties. Ces outils apportent plusieurs autres avantages, comme celui de diminuer la cote des bords minimum pliables ainsi que de limiter les déformations des trous dans la zone de pliage. »
Et Patrick Cots – Wilson Tool ajoute « qu’un nettoyage régulier des matrices permet aussi de limiter une grosse partie des marques au pliage. »
Entretien et utilisation
Le respect des tonnages recommandés pour les outils permet d'éviter d'altérer leur alignement. En effet, il est très rare que la longueur complète d'un outil fractionné soit montée sur la machine, et c'est donc des petits morceaux fractionnés qui peuvent être abîmés. Lors de la réalisation d'une longueur particulière, les petits morceaux d'outils ne s'alignent plus avec les autres et la précision est donc impossible.

Paramétrage des outils sur commande numérique d'une presse plieuse - Copyright LVD Paramétrage des outillages dans la presse plieuse
Le bon paramétrage du tonnage pour chaque outil dans la commande numérique de la presse plieuse permet le dosage de la force par la machine. Avec un bémol sur les petites longueurs de pliage car les presses plieuses sont parfois limités et ne peuvent pas réduire la force en dessous de 2 ou 3 tonnes. L'opérateur doit rester vigilant avec l'usage des outils et ne pas hésiter à faire un cycle à vide, sans matière, pour contrôler.Pollution des outils par la calamine et entretien
Daniel Corbion - CDMO insiste sur l'importance de différencier les outils selon la matière afin de ne pas utiliser les mêmes outils pour l'acier et l'inox. « Quand on plie de la tôle noire, par exemple, la calamine s'incruste dans les outils. Si le même outil est, ensuite, utilisé pour plier des pièces en inox, la calamine va polluer les pièces et risque de provoquer de l'oxydation car la calamine, qui s'est incrustée sur l'inox, va finir par rouiller. »Et François DEBACKER – LVD va dans le même sens. « Le nettoyage des outils est important pour éviter les résidus de calamine. La pollution doit être évitée, notamment pour l'inox et l'acier et l’aluminium. »
Sur les côtés des outils, les règles de support d'outils sont abîmées par des petits bouts de limaille, et autres débris résultant du pliage. Un simple passage d'un chiffon, en particulier sur les supports des outils par l'opérateur à chaque prise de poste, permet d'améliorer la durée de vie des règles d'outils et de la presse plieuse.
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu