Le changement des outils sur les presses plieuses est un axe important afin d’améliorer la productivité. En effet, le temps d'immobilisation de la presse plieuse durant le montage des outils est conséquent, notamment lors de petites ou moyennes séries.
Enfin, le poids des outils sollicite physiquement l'opérateur, avec des risques de TMS (troubles musculo-squelettique), et des risques de casse sont présents lors de la manipulation des outils. Afin d’aider l'opérateur à assurer les changements d’outils, les presses plieuses peuvent être équipées de solutions de diverses natures.

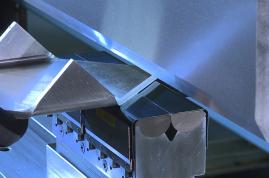
Les systèmes serrage des outils sur presse plieuse

Copyright Wilson Tool « Les systèmes de bridage hydraulique constituent le type de serrage le plus efficace, notamment pour le temps de mise en place et de serrage de l'outil » explique Patrick Cots – Wilson Tool. « Pour les machines plus anciennes non équipées de système de bridage hydraulique, il existe des portes outils ou brides mécaniques permettant de bénéficier de la performance d'un bridage hydraulique. L’autre solution est de remplacer les portes outils mécaniques par une règle hydraulique. »
Et Gaëtan Benoit - AIMM témoigne de son expérience de sous-traitant : « le bridage hydraulique est un confort important pour le plieur lors du montage et démontage des outils. L'opérateur n'est pas obligé de tasser les outils et de les serrer à la clé. Le régleur plieur appuie sur un bouton, les outils se tassent et sont bien plaqués côte à côte ! Techniquement, c'est vraiment inévitable. »
« Les systèmes de chargement frontal type Wila sont également très intéressants pour gagner du temps et de la pénibilité dans l'opération de changement des outils. » complète Jean-Luc Topenot – Colly Bombled.
La productivité est fortement impactée en pliage par le temps de changement des outils. Les constructeurs proposent des solutions pour automatiser, ou simplement réduire le temps entre deux séries lié essentiellement aux temps de changement d'outils.
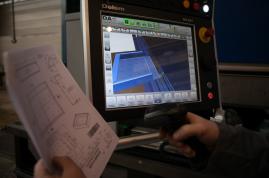
Ainsi, comme le précise, Serge Bourdier – Salvagnini, « il existe des diodes qui indiquent où monter les outils sur les règles de bridage ».

Copyright Colly Bombled « Plusieurs systèmes peuvent aider l'opérateur dans la manutention des outils lourds, comme par exemple des bras manipulateurs, des tables /chariots se positionnant à l'endroit de la mise en place de l'outil, etc.. » ajoute à ce titre Jean-Luc Topenot – Colly Bombled.
Automatisation du changement des outils sur la presse plieuse
Et puis, l'automatisation du changement des outils est également possible. François DEBACKER – LVD précise « que l’on peut avoir un magasin d'outils intégré entre les montants, avec des rangées de poinçons et de matrices. Les "bras de butées" font office de positionneur de matrice-poinçon, pour les mettre automatiquement sur le coulisseau et la table de la matrice. Ainsi, l'industriel s'affranchit de la gestion d'outillage et le changement d’outils se fait en temps masqué. »
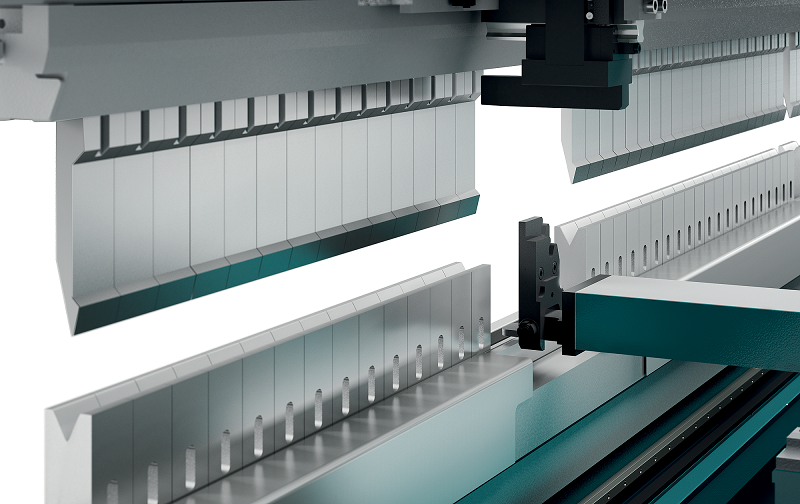
Copyright Salvagnini - mise à longueur d'outils Puis Serge Bourdier – Salvagnini ajoute que « nous proposons un concept innovant sur le marché pour faire une mise en longueur des outils poinçons et matrices. Un doigt vient automatiquement déplacer les poinçons et les matrices entre deux productions. C'est une opération très rapide. Cette solution peut aussi être envisagée avec un vé réglable, permettant de passer d'un vé de 6mm à un vé de 50mm. Dans 80% des productions, la mise à longueur est suffisante et, si l'outil n'est pas sur la machine, il peut toujours être ajouté manuellement sur la presse plieuse par l'opérateur ou automatiquement sur la version Auto et son magasin d’outils. »
Pierrick Grand – Extratole témoigne de son expérience dans l'automatisation du changement des outils. « En 2013, nous avons investi dans une plieuse avec magasin d'outils et système de chargement/déchargement automatique des poinçons/matrices. Ainsi, l'opérateur plieur économise le temps consacré à la gestion des outils : rangement, montage et démontage des poinçons et des matrices, etc. Avec ce système, le temps de changement des outils est de l'ordre de 1 à 2 minutes, à comparer aux 15 à 30 minutes nécessaires sans système d'automatisation. Enfin, les outils s’abîment moins car ils sont toujours rangés et manipulés avec précaution. »
L'ordre ou l'ordonnancement de la presse plieuse

Copyright Bystronic L'ordonnancement de la presse plieuse a aussi un impact sur la productivité, tant sur une presse plieuse avec magasin et chargeur automatique, qu'une presse plieuse traditionnelle. L'ordre de pliage des pièces doit prendre en compte l'outillage afin d'optimiser les changements d'outils. Par exemple, lors d'un pli d'une longueur de 500 mm à faire, si après vous avez un pli de 400 mm, la machine sait qu'elle n'a pas besoin de remonter un outil de longueur 400 mm, puisque la pièce va se faire avec le même outillage. Cette information peut également être transmise en amont au poste de découpe, pour que les pièces soit mises dans le bon ordre sur la palette. Ainsi, l'opérateur n'aura pas de problème parce que les pièces seront dans le bon ordre pour le pliage.
De manière moins automatisée, l'entreprise peut déjà demander au programmeur, quand il y a une panoplie, d'avoir les pièces les plus longues à plier au-dessus. L'opérateur pliage commence par les grandes longueurs. Ainsi, il plie tout ce qui est possible avec la grande longueur, et réduit la longueur de pliage au fur et à mesure que les pièces arrivent.Gerrit Gerritsen – Bystronic partage cette vision et quantifie le gain possible en estimant que « l'optimisation de la séquence des pièces à plier en fonction de l'outillage permet un gain de l'ordre de 30 % du poids d'outils changé. »
Gérard Boudesocque – AMADA conclue en précisant que « les solutions technologiques jouent aussi un rôle, comme les aides pour le montage des outillages : systèmes de bridage sur les outillages plus ou moins automatisés, les systèmes de butée arrière plus ou moins évolués, les butées avec un nombre d'axes pouvant aller jusqu'à 8 axes pour bien mettre en butée la pièce au niveau de sa référence. Les bras accompagnateurs permettent également de pouvoir supporter la charge lors du pliage, éviter les coups de fouet et éviter les à-coups au niveau du pliage. »
Copyright - reproduction interdite sans autorisation écrite de Metal-Interface
Contenu